 MEMBERSHIP LOGIN
MEMBERSHIP LOGINCollaborative Effort

Producing customized exhaust solutions requires a team-oriented approach between component manufacturers and their customers that begins with just the right questions about where—and how— each pipe is going to fit
Left by themselves, the pieces that go into exhaust systems for racing or other high-performance applications are both basic and esoteric. Most everybody starts with pretty basic pieces of flat or tubular steel. To the uninitiated, the process of getting the perfect exhaust system is a little like trying to make spaghetti out of wheat grains.
For a visually simple component, creating a custom performance exhaust system is first an exercise of making it fit into a precisely measured location, squeezing into a frame that could be a short-track Late Model, a dragster, or even a pro-level pulling tractor. The packaging consideration will determine which tubes, bends, and flanges that exhaust supplier presses into service for the project.
That’s not all. The operative word in this idea is “performance,” which means that the supplier—and the end customer—must have a firm idea of what the custom installation needs to help the muscle engine scream with power. Exhaust system design demands close collaboration between supplier and customer, and a built-in evaluation process that helps determine whether the combination of parts is really going to work. For that to happen, the end customer, who could be a race engineer or a serious hot rodder, has to somehow convey the space on the vehicle where the exhaust is going to fit.
That packaging decision, and its effect on end performance, is what the testing process for these components is all about. At one time, it was largely limited to eyeball engineering and pure guesswork. Smart suppliers in today’s aftermarket industry work hand-in-glove with their customers to create intelligent exhaust solutions, even on a chassis-by-chassis or car-by-car basis. It’s all about process, starting with the critical questions about which pipe’s going to fit where, and how.
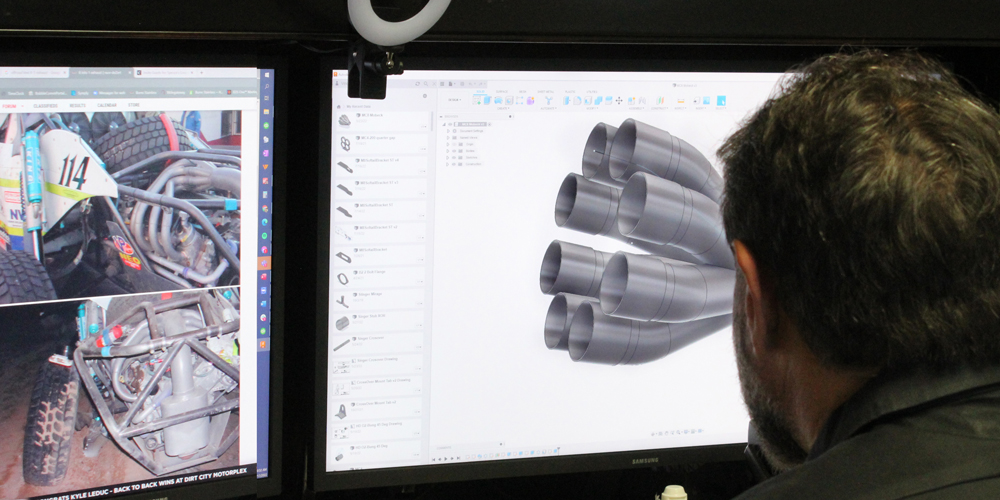
At Burns Stainless in Costa Mesa, California, Vince Roman has a technology-driven technique for assuring that a custom exhaust design proposal is viable, also relying significantly on input from the intended end customer.
“Our customers are very unique,” Roman said. “We sell to customers who have custom engines installed in custom chassis, including some things from the Harley-Davidson market. Our components have to work on their unique, one-off system. There’s no dyno testing for that. But what we have done is put together a program called X-Design, which is a parametric design model. We’re looking at bore, stroke, compression ratio, camshaft specs, port sizes, power, and rpm targets. The program specifies primary tube length, tube size, whether or not to run a step header, along with collector and exhaust size. Usually, we talk with the customer to make sure we have the proper data, and then design the header.
“Our predominant customers are drag racers, Pro Stock to Top Sportsman, but we also have boat racing, tractor pulling, road racing, and so forth,” Roman continued. “Usually, the customer or fabricator deals with packaging issues. We determine tube size, tube length, collector size, and exhaust size, and then we put together a kit with flanges, collectors, and bends that builds to their particular packaging constraints.”
Modeling Success
The onrush of technology has taken most of the guesswork out of the evaluation process. In many cases, it has also eliminated or limited the onetime standard need of dyno-testing the engine with a variety of exhaust pieces hanging from it. Current engineering software allows the evaluation and testing procedure to take place even if the customer and supplier are divided by a continent. That’s how Ultimate Headers of Berea, Ohio, handles the challenge.

“In many cases—and I’ll use Art Morrison Enterprises as an example—they will create a model of a chassis with an engine and steering components installed,” Jim Browning Jr. said. “They send that to us, and we then design a header in SolidWorks. I’ll send them a solid model back, see if everything works, then build the first one. It’s done in engineering software that has the complete header designed and packaged, which they can fit back into their model to see if it works. We’ve done this with customers including Art Morrison, Roadster Works, and Speedtech Performance.
“From start to finish, the process usually takes about two days when I have all the data,” Browning continued. “I don’t flow bench test everything. Quite frankly, they’re all very similar in the overall package. There’s not that much of a variation in them. We’re usually looking at 1 7/8-inch primaries, 3/8-inch collector, and it’s got to fit. We’re not building race car parts where we’re looking for 1–2 more horsepower. Our customer base is pro touring, autocross, so we never get complaints from those customers about horsepower.”
One ongoing project at Ultimate Headers is the development of a long-tube header for a Fox-body Mustang, using the new Ford 7.3 Godzilla engine. It’s a performance version of Ford’s existing Super Duty truck engine being designed by Willis Performance Enterprises, where the final Ultimate Headers long-tube design will eventually be tested on a dyno.
Manufacturing to Customer Designs
“Our business is mainly the processing type,” explained Gavin Lau of Jiawen Performance Industries in Shanghai, China. “In other words, it is processed and manufactured according to the requirements of the customer’s drawings or samples. That’s even true for the OEM customers that we have now.
“The general operation process is that they send us the designed drawings or hand-designed samples, and we produce new samples according to their drawings or their samples,” Lau continued. “They test all samples by themselves, and after passing the test, then tell us that we can produce the order. If the test fails, they will tell us what needs to be modified, and then we will remake the sample and send it to the customer until the sample is ultimately confirmed and approved. In the whole process, product design and development, testing, and after-sales service are the responsibility of the customers themselves. We just process and produce their own designed products for them.”

Utilizing a supplier’s customer base as the foundation for testing new components is the strategy of Specialty Products Design (SPD) in Rancho Cordova, California, which started out building specialized systems for Late Model oval racers before adding components for NASCAR’s then Busch and Winston Cup applications. Now primarily focused on drag racing, but with other specialties including exhausts for air racing, SPD practices exhaust building across broad disciplines, always with an eye on maximizing performance.
“In real time, most of us are not inventing anything new anymore,” Chris Hill said. “They’re projects now that establish the performance difference between running a four-into-one collector and a tri-Y collector. In most cases, we’re utilizing customers as the basis of our testing—trying different setups on our existing customers. Oftentimes, it’s changing from four-into-one to four tubes into two tubes into one collector. There are benefits for each, but each changes because of mechanical changes inside the engine, such as cam and valve timing. It becomes a collaboration between us and the engine builders. We’ve already developed relationships with our customers in terms of buying products.
“We’ve been here at SPD since the early 1990s,” Hill added. “There was a time when everyone started running crate motors. We worked with two or three engine builders for Late Models in the Midwest to come up with a system for them that worked very well. Eventually, they made the headers that we were building for the vehicles running because there was that much benefit in them based on the time that we’d put in with the engine builders. They had 25 to 30 horsepower extra with these exhausts.”
Money-Saver
The business model at Performance Tube Bending (PTB) of Irwindale, California, is a little bit different because the company no longer produces its own brand of exhaust components for the aftermarket, which it once did by selling a Lexus-specific exhaust system under the PTS brand. At PTB, components are now produced to match the packaging and performance parameters that the customer has determined on his or her own.
“We have very limited product. We private-label and make whatever the customer has designed and tested,” Jim Renella said. “We don’t make or sell an aftermarket exhaust system. We had the Lexus system we designed under the brand of PTS.
“We’re old school. We do it here the trial-and-error way,” Renella continued. “We don’t stray too far from OEM. Obviously, the mandrel bending process helps the performance because it doesn’t limit airflow. OEMs can have crush bending, which also interferes with airflow, so we can help by creating an exhaust system for the customer that’s mandrel bent instead.
“I prefer to work with prototypes that I fixture and duplicate from beginning to end,” he said. “I try to provide the components in the sense of providing a merged collector versus two-tubed. I always try to help every customer in the least costly manner to manufacture their exhaust or eliminate compound bends, so they won’t have to deburr and weld. That will help the customer save money. We’re a one-stop shop for the fabricator, who can buy exhaust sensors and flanges from us. If a guy’s building a hot rod, he can buy our bends. We have street rod builders and fabricators, plus local race teams. We’ve got a lot of hot rod shops that come here and purchase from us.”
Sources
Burns Stainless
burnsstainless.com
Jamo Performance Exhaust
jamoperformance.com
Jiawen Performance Industries
jiawen.en.china.cn/
Performance Tube Bending
ptbtubebending.com
Specialty Products Design
spdexhaust.com
Ultimate Headers
ultimateheaders.com


